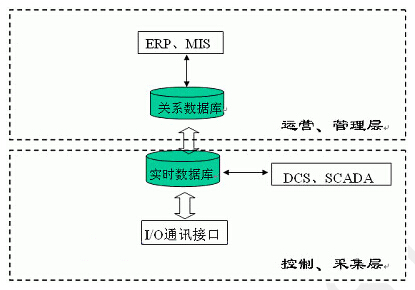
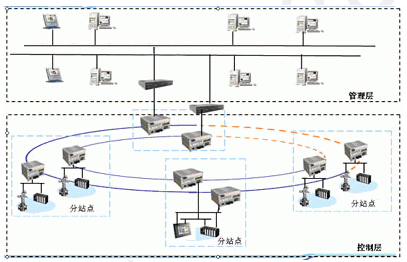
1 Introduction The Internet-based information society is no longer out of reach for us, we are already there. Now we have a hard time thinking about what it will be like to work and live after losing the network and the computer. The same wave of informatization has also greatly changed the connotation of production and manufacturing. From the use of the original single-chip microcomputer to the popularization of DCS and PLC, from the automatic control of a single device to the informationization of the entire production line and the entire factory, this change is changing the meaning of the factory. The 16th National Congress of the Communist Party of China clearly stated that China should take the industrial development path of “informatization to promote industrialization and industrialization to promote informationizationâ€, because it can greatly enhance the competitiveness of enterprises. This article mainly introduces the role of Industrial Ethernet in information technology factories. Let's first take a look at the definition of “information chemical factoryâ€: information technology factory refers to the collection of information (sensors and instruments) on the integrated platform through the information infrastructure in the production, management and operation process of the factory. Information transmission (communication), information processing (computer), and comprehensive application of information (automation, management, management, etc.) are all informational content. Industrial Ethernet is the neural network for automatic control in production, responsible for data transmission between the industrial site and the management and management layers. The use of ERP, MIS, DCS, SCADA and PLC plays a role in reducing the internal friction, increasing vitality, improving the ability to respond to the market and improving work efficiency for production enterprises. It has gradually become an indispensable part of enterprise management, management and production. Here I am not going to discuss whether the use of ERP is for the company, whether it is promotion or asking for trouble. I just want to say: Informatization is necessary for the development and growth of enterprises, and it is the trend of the times. Many domestic enterprises have greatly improved the efficiency of enterprises through informationization. 2. Network composition of information chemical factory ERP and MIS are oriented to enterprise management informationization. It is the informationization of enterprise management and operation, and it is at the top of the entire information system. DCS, SCADA and PLC are the informationization of enterprise production, the control system in production, controlling every link in the automatic production process, and also the data acquisition system of the production site. Industrial Ethernet is the main data transmission network for production control systems. Figure 1 Schematic diagram of information processing Figure 2 Network diagram Information processing systems are mostly based on network and database technologies. ERP, MIS, DCS, SCADA and other systems are no exception. ERP and MIS are based on relational databases and commercial Ethernet, while DCS and SCADA are based on industrial Ethernet and real-time databases. Industrial Ethernet technology comes from mature commercial Ethernet, but in order to make Ethernet suitable for the normal transmission of data in the harsh environment of industrial sites, Industrial Ethernet has the following main features: 1. High certainty. Since the MAC layer protocol of Ethernet is CSMA/CD, this protocol makes conflicts on the network, especially when the network load is too large. For an industrial network, if there are a large number of conflicts, it is necessary to retransmit the data multiple times, so that the uncertainty of the communication between the networks is greatly increased. In an industrial control network, an industrial Ethernet switch is used in order to improve the network congestion problem when the Ethernet load is heavy. It uses an effective collision domain partitioning technique that uses a shared LAN. Switching between the various conflict domains is used to reduce conflicts and error transmission caused by the CSMA/CD mechanism. This can avoid conflicts and improve the certainty of the system, but it also increases the cost of the system. 2. High real-time. In industrial control systems, real-time can be defined as the measurability of the system's response time to an event. That is, after an event occurs, the system must respond within a time frame that can be accurately foreseen. However, the real-time requirements for data transmission in the industry are very strict, and often the data update is completed in the ms-level time. Also, due to the CSMA/CD mechanism of Ethernet, when a collision occurs, the data has to be retransmitted, and it can be tried up to 16 times. It is clear that this mechanism for conflict resolution comes at the expense of time. And once the line is dropped, even if it is only a few seconds, it may cause the entire production to stop or even equipment and personal safety accidents. Industrial Ethernet uses high-speed Ethernet. When the load on the network is larger, the probability of conflicts increases. When a network's negative is less than 36%, there is basically no conflict. When the load is below 10%, the 10M Ethernet collision probability is once every five years. The 100M Ethernet collision rate is once every 15 years. However, after more than 36%, the rate of conflict with the increase of the load increases at the speed of the geometric progression. Obviously, increasing the communication speed of Ethernet can effectively reduce the load on the network. Fortunately, Ethernet now has a communication speed of 100M/S, 1G/S high-speed Ethernet. With careful and comprehensive design and control of the number of network nodes and communication traffic in the system, it is possible to use Ethernet. The network serves as an industrial network. At the same time, Industrial Ethernet adopts the IEEE1588 timing mechanism. IEEE1588 defines a protocol (PTP) for accurately synchronizing clocks related to network communication, local calculation and allocation of objects in measurement and control networks. This protocol is not exclusive, but it is especially suitable for Ethernet-based technologies with accuracy in the microsecond range. It uses a time stamp to synchronize the local time mechanism. Even when the synchronous control signal generates a certain fluctuation in network communication, the accuracy achieved can still meet the requirements. This makes it especially suitable for Ethernet based systems. By adopting this technology, the Ethernet TCP/IP protocol can operate in a high-precision network control system without major changes. It achieves far more precision in regional buses than existing systems. In addition, the use of Ethernet TCP/IP-based network technology at all levels of the enterprise has tremendous advantages. The precise network synchronization protocol defined by IEEE1588 realizes high synchronization in the network, so that no special synchronous communication is required in the allocation control work, thereby achieving the effect of separating the communication time mode from the application execution time mode. Due to the high-precision synchronization work, the data transmission time fluctuation inherent in Ethernet technology is reduced to an acceptable range without affecting the control accuracy. One of the great advantages of IEEE1588 is that its standards are very representative and open. Due to its openness, there are already many vendors of control systems that apply this standard to their products. And manufacturers of different equipment follow the same standards, so that their products can also guarantee good synchronization. 3. High reliability. Since Ethernet was originally designed, it was not based on industrial network applications. When it is applied to industrial sites, facing harsh working conditions, severe line interference, etc., these will inevitably lead to reduced reliability. A. A ring-shaped redundant network is adopted in the industrial Ethernet to ensure that the network self-healing within a few hundred milliseconds in the event of a failure; B, redundant power supply; C, fanless skin heat dissipation, that is, less fault The point (fan) also increases the dustproof performance of the product; D. Through EMC electromagnetic compatibility test, the industrial Ethernet equipment can resist electromagnetic interference in the industrial field without excessive electromagnetic interference; E, in the electronic element The device and product design ensure that the product has good applicability in temperature and humidity; F, in the installation and use of the product are in line with the industrial product habits. All of these are in the industrial network production environment with good reliability, recoverability, and maintainability. That is to say, if any few components in a network system fail, it will not cause the crash of the application, operating system, or even the network system. The control layer is different from the management layer in the use of the database. The control layer uses a real-time database. The real-time database is one of the core issues of the control layer. The basic characteristic of a real-time database is its relevance to time, expressed in the timing constraints of the things and data being processed. This feature is also the difference between it and the traditional database. For example, DCS stores real-time data in an "in-memory database" and stores historical data on a disk. Therefore, the real-time database of DCD is a powerful tool often used in configuration. These historical data are recorded much like the "black box" on the plane. It can record the operating parameters of the process and the opening of the important valves and the status data of the safety interlock system by area and unit. All of these can scientifically determine the preparation and execution of maintenance and overhaul plans, so that the correct judgment and corresponding measures before the failure can be prevented. Because the real-time database can solve the correlation between data and time and share a large amount of data, the historical data generated during the on-site process can be recorded, which is convenient for managers to conduct historical inquiry and post-accident analysis. The management database is a relational database. The relational database is a traditional database, which is mostly used in business and business management affairs. It has different characteristics from real-time data. Real-time databases are time-sensitive and must be processed within the specified time. Traditional databases are designed to handle permanent, stable data, emphasizing the complete consistency of maintenance data. Performance metrics require high throughput and low cost, regardless of the current requirements for extreme data processing. The business management department uses the relational database to analyze and judge the production and operation data that has been fed back, and then issue instructions to direct production or make business decisions. Therefore, it is necessary to construct a unified DBMS (database management system) for effective management in the information management of the second type of database. 3. The role and construction of the information factory network The information technology factory is built on a fast, complete, efficient, accurate, safe and reliable network hardware platform. Through such a network hardware platform, the enterprise's business decision-making department and business decision-makers can understand the company's marketing status, raw material supply status, capital status, personnel status, production status, product quality status, equipment operation status, and Business information such as the customer's situation and the supplier's situation, and the information on the condition of the first line from the production line is seen in real time through the information factory network. The enterprise manager and related production and operation departments can see the real-time operation status of the production site through the network of the information chemical factory in the computer on the desk at the first time. And according to the corresponding decision system or related enterprise technicians, the corresponding production decision instructions are given. Corporate decision makers can also make decisions to adjust their operations based on the overall operations of the business. The construction of enterprise information system is a complex high-tech system engineering. Firstly, according to the specific conditions of the enterprise, the overall planning of the enterprise information system should be made, and the network interface standards and corresponding software and hardware technical standards and specifications should be worked out. . The overall development plan should fully consider the development needs of the company in the next 10 to 15 years. And according to the maturity of the technology, the situation of the company's funds and the production and operation needs of the enterprise, it will be implemented step by step. 1. According to the overall planning of the information system construction, build an enterprise's information network. In the configuration of hardware and software, we must fully consider the needs of the system as a whole, and leave enough margin to meet the needs of the future development of the enterprise. 2. Carry out the construction of the internal backbone network, that is, the upper-layer network, and at the same time, construct various information management systems, decision-making (support) systems, and production control systems based on the enterprise upper-layer network. In the construction of these management systems, the information sources and information destinations of the system should be fully considered in order to provide a preliminary basis for optimizing the resource allocation and framework information channels of the overall network. 3. To construct the information network platform, the real-time database configuration problem should be considered here, and the optimization of the information path of real-time data, downlink time data and non-real-time data should be uploaded. After the information network is completed, the system integration of on-site data uploading is first carried out. After the information management system based on the enterprise upper-layer network is perfected, according to the technical conditions at that time, the system integration of decision-making instructions and downlink real-time data is completed to complete the whole system. Software and hardware integration, built a true digital transparent factory. 4 Conclusion The network has infiltrated into all aspects of our work and life. What kind of benefits can the company bring to the enterprise after the informationization of the factory? This cannot be an immediate effect after the informationization of the factory. Equally important is the management concept and control of the user. The quality of personnel such as the theoretical level can not be adapted to the design concept and control method of the information system. After eliminating the influence of users, the use of industrial Ethernet and management system can bring the following effects to the enterprise: 1. Realization of dynamic cost and quality control; 2. Production of orders, zero inventory of products; 3. Online monitoring, Reasonable arrangement of overhaul; 4, online management of production equipment to achieve (zero) micro-inventory of spare parts; 5, real-time data collection of industrial sites. That is to say, the use of industrial Ethernet solves the problem that the management system such as ERP lacks the data at the actual production site, and provides the first-hand data in the production for the decision makers of the enterprise, which is an indispensable network foundation in the informationization factory.
Just like the Field of
Light. This firefly lighting is made from fiber optic lighting. It creates an illuminated field of stems that, like a firefly in a free world,
and it would burst into bloom at dusk with gentle rhythms of light under a
blazing blanket of stars.
Great application lighting to home, hotel, garden, park, etc. In holiday, party and event, fiber optic lighting make the unexpectable effect, dreamlike, elegant, and holy. No matter in door decoration or outdoor landscape project, will leave deep impression without doube.
Fiber Optic Firefly Light,Firefly Light,Reed Light,Fiber Optic Light ZHONGSHAN G-LIGHTS LIGHTING CO., LTD. , https://www.glightsled.com